针对链轮轴零件加工过程中出现的问题,对加工方案进行改进,采用组合加工的方法,降低了加工难度和加工成本,达到了零件的尺寸和精度要求,提高了加工效率。
轴的主要功用是支承传动件(齿轮、链轮和带轮等)、传递转矩及承受载荷,其主要结构特点是长度大于直径,一般由同轴心的外圆、圆锥、内孔、螺纹和键槽等组成。
1. 零件结构及加工难点分析
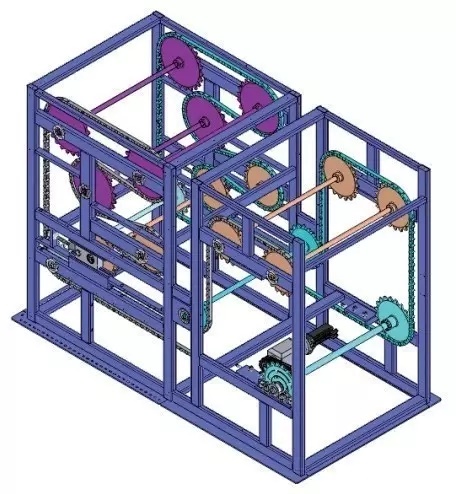
链轮轴是我所设备SPL-1200印刷系统中烘干炉链轮传动机构的一种细长轴,材料45钢,调质(T215)处理。零件直径30mm,长度1 171mm(见图1),长径比39,为细长轴,刚性很差。加工要求两端的尺寸精度φ 30 0-0.009mm,两端φ 3 0 m m 外圆的同轴度0.02mm,表面粗糙度Ra=1.6μm。
 图1 链轮轴的结构
图1 链轮轴的结构
从链轮轴的结构可知,其最大的特点是刚性差,在加工过程中,切削力、切削热和振动等因素都将影响加工的尺寸精度和形位精度,加工难度大。该零件单台产品需要18件,若采用常规的加工方法,加工周期长,很难达到加工要求,容易造成零件的报废,而且影响产品交付周期,增加了加工成本。
2. 加工时存在的问题
在链轮轴试制时, 采用常规加工方法, 其加工工艺过程为:①下料。45钢,毛坯尺寸φ 35mm×1 180mm。②热处理。材料调质处理。受热处理工艺限制,调质处理外部协作完成。③车。除两端φ 30mm外圆留磨量外,其余各处车到尺寸。④铣。铣两端键槽。⑤ 车。修研两端中心孔。⑥ 外圆磨。顶磨两端φ 30mm外圆达图样尺寸要求。⑦表面处理。黑色氧化处理。
由于链轮轴为细长轴, 零件刚性差,结构工艺性不好,车削时受切削力、装夹力、自身重力、切削热以及振动等因素的影响,加工时会出现以下问题:
(1)切削时产生的径向切削力与装夹径向分力的合力会使工件弯曲,工件旋转时引起振动,从而影响加工精度和表面质量。
(2)工件高速旋转时,由于离心力的作用,加剧了工件的弯曲和振动。
(3)由于工件自重变形而加剧工件的自振,影响加工精度和表面质量。
(4)钢调质处理造成毛坯弯曲变形,严重影响到后序的车削加工,需进行校直处理,增加了加工成本。
若选用光轴加工,则链轮轴加工工艺过程变成:①定购研磨光棒,保证尺寸公差。②车各处空刀、倒角。③铣两端键槽。④表面氧化处理。由于光轴尺寸公差达不到0.009mm要求,并且镀铬光轴表面硬度能达到45HRC,造成后序键槽加工困难,所以该方法不太理想。
3. 解决方案
针对链轮轴在加工过程中出现的问题,根据零件的结构特点和使用要求,考虑采取组合焊接的加工方案。
根据零件的结构特点把零件拆分为3部分,如图2、图3所示。图2为组合焊接图,图3为拆分件。将链轮轴拆分成3部分组焊而成。中间部分选用45钢光轴,该部分加工工艺过程为: 定购φ 30mm光棒→车两端面,车两端焊接工艺沉孔并倒焊接坡口。
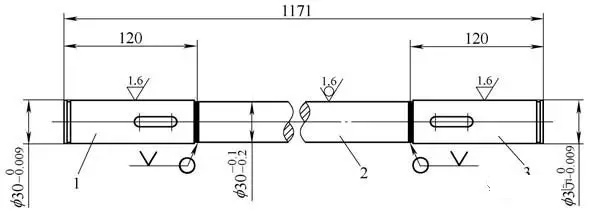
图2 链轮轴组焊图

图3 链轮轴拆分件
两 端φ 3 0m m外圆有精度要求,部分选用45钢毛坯加工而成, 其加工工艺过程为: ①下料。材料4 5 钢, 毛坯尺寸φ 35mm×195mm。②热处理。
材料调质处理。③车。车两端达尺寸要求;钻中心孔,顶车外圆φ 30mm留磨量;车环槽成尺寸;车出焊接定位工艺把,倒焊接坡口。④铣键槽。⑤车。修研两端中心孔。⑥ 外圆磨。双顶, 磨φ 30mm外圆达图样尺寸要求。
等拆分的各件按图样加工完成后,把中间部分和两端部分组装在一起,以两端中心孔为定位基准,在双顶夹持状态下,用氩弧焊按图样组焊而成(见图4)。
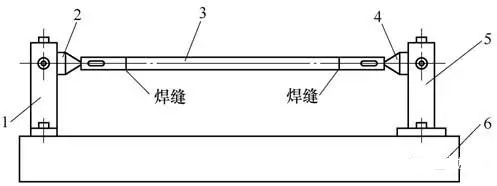
图4 链轮轴焊接工装示意图
1.固定支座 2.前顶尖 3.链轮轴 4.后顶尖 5.调节支座 6.焊接平台
为减少焊接变形,可采用预加热和分层焊接的方法,在定位工装上均匀旋转工件,沿焊口均匀焊接,其工艺过程为:组合焊接→车(修平修光焊缝)→表面氧化处理。焊前要求校直光棒,用氩弧焊连续焊接牢固、可靠,焊完保证两端φ 30mm同轴度不大于0.04mm,修平焊缝,保护零件表面。
4. 结语
对链轮轴的拆分组焊,降低了细长轴的加工难度,比整体车削加工容易,节省了加工时间。
加工完成后检测零件各处尺寸和精度,能够达到图样要求。通过实际装配,完全满足设备的使用要求。改进加工工艺后的链轮轴成品如图5所示。
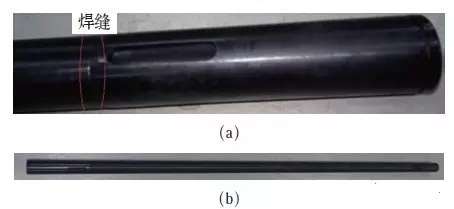 图5 成品链轮轴
图5 成品链轮轴
细长轴的车削加工是机械加工中比较常见的一种加工方式。由于细长轴刚性差,车削时产生的应力、受热变形较大,很难保证加工质量。链轮轴的拆分与组焊加工为细长轴的加工提供了一种解决思路,即根据细长轴的实际结构和使用要求,选择相应材料的光棒和研磨棒(45钢、304不锈钢等),采用组合加工的方式来简化加工工艺,达到细长轴的加工要求。
消息,吴说获悉,由Celsius Network破产重组后成立的AI与高性能计算基础设施公司Ionic Digital宣布...
2 黎以美达成框架协议后,以军再袭黎南部消息,在黎巴嫩、以色列和美国26日宣布达成三方框架协议后,以军再度对黎南部发动袭击。据...
3 Samson Mow:Saylor的策略应将25,000 BTC出售给消息,比特币倡导者Samson Mow建议,微策略公司可以通过向BSTR执行场外比特币销售,来增加其美...
4 Coinbase CEO:优化AI成本实现Token使用增长消息,Coinbase首席执行官Brian Armstrong在X平台发文表示,Coinbase团队正在探索如何在Token使用量指...
5 Cathie Wood:ARK Invest增持Coinbase、SpaceX和C消息,Cathie Wood的ARK Invest在周五通过多个交易所交易基金增持了约2554万美元的Coinbase、SpaceX、...
6 Tom Lee:未来12个月加密货币将成为AI的下消息,Fundstrat的Tom Lee在接受CNBC采访时表示,未来12个月我们将会说加密货币是AI的下游故事。...
7 Oguz Erkan:AI销售增长强劲,AI运营商资本消息,研究员Oguz Erkan表示,根据当前资金成本、超大规模云服务商运营利润率及折旧期,AI资...
8 香港政府预计受监管稳定币将于下半年推消息,香港政府在立法会书面答复中表示,香港金管局于2026年4月向两家具有银行背景的机构授...
9 Galaxy Digital:降低2026年CLARITY法案通过概率消息,Galaxy Digital将其对CLARITY法案在2026年成为法律的概率估计下调至50%,原因是参议院日程紧...
10 印度2024年加密资产流入约3400亿美元,G2024年6月至2025年6月期间,印度预计收到约3400亿美元的加密资产流入,相当于该国GDP近9%,按绝...
成都来彰科技 蜀ICP备2025134723号-1
资讯来源互联网,如有版权问题请联系管理员删除。